Abstract
Vacuum-coated aluminum paper labels represent an innovative packaging material that integrates decorative appeal, functionality, and environmental sustainability. With their outstanding metallic finish, low resource consumption, and excellent recyclability, they have become the core choice for premium label packaging in industries such as food and beverage, tobacco, cosmetics, and pharmaceuticals. Their application scope and scenarios continue to expand. This paper systematically reviews the material composition and functional layered structure characteristics of vacuum-coated aluminum paper labels. It delves into the technical principles and latest research advancements in core production processes, including substrate pretreatment, vacuum coating, coating curing, and post-processing. Key focus is placed on exploring parameter optimization and process upgrade pathways for critical technologies such as vacuum evaporation coating, magnetron sputtering, and electron beam curing. It also summarizes technological breakthroughs and performance enhancements in areas such as improved aluminum layer adhesion, strengthened barrier properties, optimized environmental attributes, and expanded anti-counterfeiting capabilities. Market data is used to illustrate current application statuses and compatibility requirements across various sectors. Finally, it identifies core industry challenges including environmental compliance, performance upgrades, and cost control. Based on green packaging policies and industrial trends, it outlines the future development direction of vacuum-coated aluminum paper labels toward greener, multifunctional, and intelligent solutions. This provides theoretical references and practical insights for industry technology upgrades and application scenario expansion.
|
Published in
|
Composite Materials (Volume 10, Issue 1)
|
|
DOI
|
10.11648/j.cm.20261001.11
|
|
Page(s)
|
1-11 |
|
Creative Commons
|

This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited.
|
|
Copyright
|
Copyright © The Author(s), 2026. Published by Science Publishing Group
|
Keywords
Vacuum-coated Aluminum Paper, Packaging Labels, Production Process Technology, Performance Optimization
1. Introduction
Driven by increasingly stringent global green packaging policies and rising consumer demands, traditional packaging materials face challenges such as insufficient environmental sustainability and excessive resource consumption. Vacuum-coated aluminum paper, with its lightweight, low-energy consumption, and recyclable advantages, is gradually replacing conventional materials like aluminum foil laminated paper and plastic films, emerging as the core choice for high-end label packaging. Vacuum-coated aluminum paper labels achieve this by depositing a nanoscale aluminum layer onto paper substrates. This combination retains paper's biodegradability while imparting metal's barrier properties and gloss. With an aluminum layer thickness of just 0.025-0.04μm, aluminum consumption is only 1/200 to 1/300 that of traditional aluminum foil paper. During recycling, it can be directly pulped, demonstrating significant environmental friendliness.
Technologically, the production process has evolved from traditional resistance heating vapor deposition to advanced methods like magnetron sputtering and water-based metallization. Material systems have expanded from pure aluminum to nano-composites and bio-based materials, enabling multifunctional applications including anti-counterfeiting, antimicrobial properties, and high barrier performance. The core value of vacuum-coated aluminum paper labels lies in balancing aesthetics with functionality: metallic luster delivers premium visual appeal, enhancing shelf presence; superior barrier properties extend food shelf life and preserve pharmaceutical stability; the paper substrate combined with ultra-thin aluminum layers enables integration into conventional paper recycling systems, aligning with the EU Packaging and Packaging Waste Directive and China's “dual carbon” policy requirements. Furthermore, their application in anti-counterfeiting labels—through combinations of holographic patterns and specialized coatings—provides effective solutions for product traceability and brand protection. Therefore, systematically reviewing the technological advancements in vacuum-coated aluminum paper label production holds significant theoretical and practical importance for driving industry upgrades and expanding application scenarios.
2. Material Composition and Structural Characteristics of Vacuum-Coated Aluminum Paper Labels
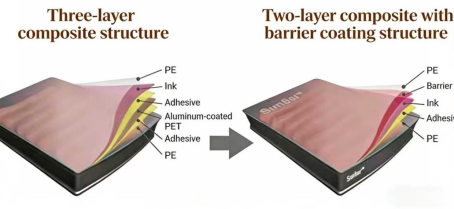
As an eco-friendly and decorative packaging material, vacuum-coated aluminum paper labels are widely used in food, tobacco, alcohol, cosmetics, and other sectors due to their metallic luster, excellent barrier properties, and recyclability. Their structure features a typical functional layered design (as shown in
Figure 1), with material composition tailored to meet printing adaptability, adhesion stability, and application-specific requirements.
Figure 1. Layered Structure of Vacuum-Coated Aluminum Paper.
2.1. Material Composition and Layered Structure
Vacuum-coated aluminum paper labels, serving as eco-friendly and decorative packaging materials, feature a typical functional layered design. Their material composition must meet requirements for print adaptability, adhesion stability, and application-specific needs. The typical structure consists of a substrate layer, pretreatment coating, aluminum layer, and functional coating. The selection of materials for each layer directly impacts the label's overall performance. Specialty papers with a grammage of 51-150 gsm are usually used for the substrate layer, including coated paper, white cardstock, and kraft paper. These materials must exhibit excellent flatness, strength, and ink absorbency. For high-end applications, high-strength specialty papers with grammages of 120 to 250 gsm are also utilized to enhance durability
| [1] | Mystek K, Jukarainen J, et al. Characterizing direct vacuum metallized paper substrates for improving moisture barrier performance with paper packaging [J]. Food Packaging and Shelf Life, 2025: 101540.
https://doi.org/10.1016/j.fpsl.2025.101540 |
[1]
. The pre-treatment coating serves as an interface layer between the substrate and aluminum layer, primarily improving substrate surface flatness and enhancing aluminum layer adhesion. Common materials include water-based acrylic resins, polyurethane resins, and nitrocellulose. Eco-friendly formulations are progressively reducing the use of volatile organic compounds (VOCs)
| [2] | Kuban A, Erdoğan N, et al. Transparent polysiloxane/POSS hybrid coatings on polycarbonate for enhanced abrasion resistance and hydrophobicity [J]. Progress in Organic Coatings, 2025, 197: 109263.
https://doi.org/10.1016/j.porgcoat.2025.109263 |
[2]
.
The aluminum layer is the core component imparting metallic appearance and barrier properties to the label
. Deposited via vacuum coating technology, its thickness is typically controlled between 0.05-0.3μm, with aluminum content as low as 0.08gsm. This ensures metallic luster while preserving paper recyclability. Functional coatings comprise protective and printable layers: protective coatings enhance the aluminum layer's abrasion resistance, corrosion resistance, and high temperature resistance commonly using electron beam-cured or UV-cured resins; printable coatings must accommodate high-speed printing, requiring excellent ink compatibility and optimized ink adhesion through surface energy adjustment. Some premium labels incorporate additional functional modules like holographic anti-counterfeiting layers or antimicrobial coatings to expand application scenarios.
2.2. Core Performance Characteristics
The core characteristics of vacuum-coated aluminum paper labels manifest in three key areas: physical and mechanical properties, barrier performance, and environmental sustainability.
The physical and mechanical properties of vacuum-coated aluminum paper labels primarily depend on substrate characteristics and process control. Their tensile strength typically ranges from 20 to 40 MPa, tear strength is ≥2.5 mN·m/g, and fold durability can exceed 500 cycles without cracking
| [4] | Mirmehdi S, Hein P, et al. Cellulose nanofibrils/nanoclay hybrid composite as a paper coating: Effects of spray time, nanoclay content and corona discharge on barrier and mechanical properties of the coated papers [J]. Food Packaging and Shelf Life, 2018, 15: 87-94.
https://doi.org/10.1016/j.fpsl.2017.11.007 |
[4]
. Adhesion strength of the aluminum layer is a critical metric, with industry standards requiring ≥0.3 N/15mm peel strength at 180°. Through substrate pretreatment and coating modification techniques, some products achieve over 0.5 N/15mm. Surface flatness ensures uniform metallic luster and print clarity, with premium products exhibiting
Ra ≤ 0.5 μm roughness.
Barrier performance is the core advantage of vacuum-aluminized paper labels for food and pharmaceutical packaging. Their oxygen transmission rate (OTR) can be as low as 1-5 cm
3/(m
2∙24h∙atm), with water vapor transmission rate (WVTR) ≤3 g/(m
2∙24h), effectively delaying product oxidation, deterioration, and moisture absorption
| [1] | Mystek K, Jukarainen J, et al. Characterizing direct vacuum metallized paper substrates for improving moisture barrier performance with paper packaging [J]. Food Packaging and Shelf Life, 2025: 101540.
https://doi.org/10.1016/j.fpsl.2025.101540 |
[1]
. The quality of barrier performance is closely tied to the continuity of the aluminum layer. A high-quality aluminum layer with ≤5 pinholes/m
2 significantly enhances barrier effectiveness. Aluminum layers produced via magnetron sputtering exhibit superior barrier properties compared to traditional vacuum evaporation products due to their higher density.
The environmental advantages of vacuum-aluminized paper labels primarily manifest in resource conservation and recyclability: aluminum usage is only 1/500th that of aluminum foil-laminated paper, with production energy consumption reduced by 30%-50% compared to traditional processes; free of harmful substances like PFAS, compliant with the EU REACH regulations and the US FDA standards; Within paper recycling systems, the aluminum layer can be separated via incineration or dissolution without affecting pulp regeneration, achieving over 90% recyclability. Heavy metal content testing shows lead, cadmium, mercury, and other harmful substances with contents lower than 0.01 mg/kg, which complies far below the requirements of relevant food packaging safety regulations
.
3. Core Production Process Technologies for Vacuum-Coated Aluminum Paper Labels
Vacuum-coated aluminum paper labels, valued for their metallic luster, environmental performance, and cost advantages, have gained widespread adoption in premium sectors like tobacco and alcohol packaging, food packaging, and cosmetics packaging. Their production integrates multidisciplinary technologies including papermaking, surface modification, vacuum coating, and post-printing processing. Core processes comprise three key stages: substrate pretreatment, vacuum aluminum coating, and post-treatment.
3.1. Substrate Pretreatment Process
Substrate pretreatment is fundamental to ensuring aluminum layer adhesion and overall label performance. Its core objectives are removing surface impurities, improving surface flatness, and enhancing surface polarity. Traditional pretreatment steps include dust removal, corona treatment, and primer coating. Significant advancements have been made in recent years toward greater environmental sustainability and efficiency.
Dust removal has evolved from mechanical methods to plasma cleaning, which utilizes high-energy plasma particles to eliminate microscopic dust and oil residues while activating surface molecules to enhance primer wetting. Corona treatment
technology adjusts discharge power (10-30 W∙min/m²) and processing speed (100-300 m/min) to elevate substrate surface energy from 30 mN/m to 40-50 mN/m, thereby strengthening adhesion with primer resins. Regarding primer processes, water-based primers
have replaced solvent-based primers as the mainstream choice. Optimizing the ratio of acrylic resin to polyurethane resin (mass ratio 3:1-5:1) and adding 0.3%-0.8% matting agent simultaneously improves surface flatness and adhesion to the aluminum layer.
Orthogonal experiments indicate the optimal substrate pretreatment parameters are: plasma treatment power of 20 W∙min/m², corona treatment speed of 150 m/min, and primer coating weight of 6-8 g/m². Under these conditions, aluminum layer adhesion exceeds traditional processes by over 40%. Additionally, novel pretreatment techniques like electron beam surface modification
| [8] | Komissarenko F, Mukhin I, et al. Effect of electron beam irradiation on thin metal films on glass surfaces in a submicrometer scale [J]. J. Micro/Nanolithogr. MEMS MOEMS, 2016, 15(1): 013502. https://doi.org/10.1117/1.jmm.15.1.013502 |
[8]
irradiate substrates with 100-300 keV electron beams to induce molecular chain cross-linking reactions. This further enhances surface polarity and roughness, providing an optimized substrate for aluminum deposition.
3.2. Vacuum Coating Process Technologies
Vacuum coating is the core process for producing vacuum-aluminized paper labels, primarily encompassing three technical approaches: vacuum evaporation coating, magnetron sputtering coating, and vacuum spray coating. Each has distinct advantages and disadvantages, dominating different application scenarios.
(Ⅰ) Vacuum Evaporation Coating Process
Vacuum evaporation coating
| [9] | Huang J, Liu Q, et al. Densification and anticorrosion performances of vacuum evaporated aluminium coatings on NdFeB magnets [J]. Journal of Rare Earths, 2021, 39(10): 1267-1274.
https://doi.org/10.1016/j.jre.2020.11.014 |
[9]
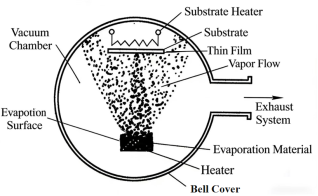
was the earliest vacuum aluminum deposition technology to achieve industrial application, currently holding over 60% of the market share. Its principle involves evaporating aluminum wire (purity ≥99.7%) into aluminum vapor through resistance heating or electron beam heating within a vacuum environment of 10⁻³-10⁻⁴ Pa. The aluminum vapor then condenses and deposits onto the substrate surface to form a continuous aluminum layer, as shown in
Figure 2. The core advantages of this process are its high deposition rate (3.2-10 nm/s) and low production cost, making it suitable for large-scale continuous production. The resulting aluminum layer achieves a gloss level of 80-90%.
In recent years, technological advancements in vacuum evaporation coating processes have primarily focused on two aspects: heating methods and vacuum control. Electron beam heating has replaced traditional resistance heating
| [10] | Liu G, Yu H, et al. Comparison study of microstructure, chemical composition and optical properties between resistive heating and electron beam evaporated LaF3 thin films [J]. Thin Solid Films, 2011, 519(12): 4043-4048.
https://doi.org/10.1016/j.tsf.2011.01.084 |
[10]
, eliminating contamination of the aluminum layer by resistive materials. This has elevated aluminum layer purity to over 99.9%, while simultaneously increasing heating efficiency by 30% and reducing energy consumption by 25%. The vacuum control system employs a combination of molecular pumps and Roots pumps, achieving vacuum stability of ±5×10⁻⁵ Pa. This effectively reduces oxidation and scattering of aluminum vapor, resulting in aluminum layer uniformity error ≤±5%. Furthermore, precise control of aluminum layer thickness to meet diverse barrier performance requirements is achieved by optimizing parameters such as the distance between the evaporation source and substrate (20-30 cm), substrate running speed (100-200 m/min), and aluminum wire feed rate (0.5-1.5 g/s).
Figure 2. Schematic Diagram of Vacuum Evaporation Coating Principle.
(Ⅱ) Magnetron Sputtering Deposition Process
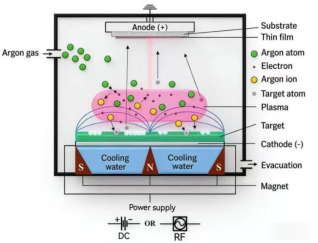
Magnetron sputtering deposition
represents a rapidly advancing high-end vacuum aluminum deposition technology, with its application share in premium labeling and functional packaging sectors increasing annually. Its principle involves confining electron motion within a strong magnetic field generated by a magnetron in an argon atmosphere (0.1-10 Pa). This causes argon ions, produced by ionization of argon gas, to bombard an aluminum target at high speed. The sputtered aluminum atoms then deposit onto the substrate surface to form an aluminum layer, as shown in
Figure 3. Compared to vacuum evaporation coating, magnetron sputter coating delivers a denser aluminum layer (porosity ≤0.5%), superior adhesion (peel strength ≥0.4 N/15 mm), and enhanced barrier properties OTR ≤2 cm³/(m²∙24h∙atm)
| [12] | Ibrahim S, Lahboub F, et al. Influence of helium incorporation on growth process and properties of aluminum thin films deposited by DC magnetron sputtering [J]. Surface & Coatings Technology, 2021, 425: 127808.
https://doi.org/10.1016/j.surfcoat.2021.127808 |
[12]
. Technological breakthroughs in magnetron sputtering deposition primarily manifest in power supply technology and target design. The application of high-power pulsed magnetron sputtering
technology has elevated target power density to over 7.7 W/cm², achieving a deposition rate of 3.2 nm/s—approaching vacuum evaporation levels. Concurrently, aluminum layer crystallinity increased by 20%, and wear resistance improved by 50%. Regarding target design, rotating targets replaced conventional planar targets, increasing target utilization from 30%-40% to 60%-70% and reducing production costs. Orthogonal experimental studies indicate the optimal process parameters for magnetron sputtering are: working pressure 0.5 Pa, target-substrate distance 8-12 cm, sputtering power 1000–2000 W, substrate speed 50-100 m/min, yielding optimal comprehensive properties for the aluminum layer.
Figure 3. Schematic Diagram of Magnetron Sputtering Principle.
(Ⅲ) Vacuum Spray Coating Process
Vacuum spray coating
is an emerging vacuum aluminum deposition technique primarily used for producing high-gloss, high-foldability label products. The principle involves spraying a slurry mixture of aluminum powder and binder onto the substrate surface using a high-pressure spray gun in a vacuum environment. After drying and curing, an aluminum layer is formed, as shown in
Figure 4. The advantages of this process include a wide controllable thickness range (0.1-1 μm), excellent fold durability (no cracks after 1000 folds), and high gloss (≥95%). It is particularly suitable for label products requiring complex forming.
Figure 4. Schematic Diagram of Vacuum Spray Coating Principle.
In recent years, innovations in vacuum spray coating technology have focused on two key areas: environmentally friendly slurries and spray equipment. Water-based aluminum powder slurries have replaced traditional solvent-based slurries, reducing VOC emissions by over 80% and meeting environmental standards. Spraying equipment employs electrostatic-assisted spraying technology, which charges aluminum particles negatively and substrates positively. This electrostatic attraction enhances aluminum powder deposition efficiency, increasing utilization rates from 60% to 85%. Additionally, optimizing parameters such as aluminum powder particle size (1-5μm), slurry solids content (25%-30%), and spraying pressure (0.3-0.5MPa) effectively reduces pinholes and cracks in the aluminum layer while improving surface flatness.
3.3. Coating Curing Process Technology
Coating curing processes achieve cross-linking and solidification of pretreatment and protective coatings, directly impacting the label's abrasion resistance, corrosion resistance, and high temperature resistance The primary methods include electron beam (EB) curing, ultraviolet (UV) curing, and thermal curing.
(Ⅰ) Electron Beam Curing Process
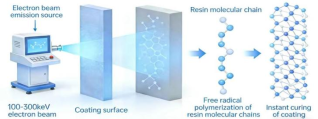
Electron beam curing technology
| [15] | Kumar V, Misra N, et al. Organic/inorganic nanocomposite coating of bisphenol A diglycidyl ether diacrylate containing silica nanoparticles via electron beam curing process [J]. Progress in Organic Coatings, 2013, 76(7-8): 1119-1125.
https://doi.org/10.1016/j.porgcoat.2013.03.010 |
[15]
has become the preferred curing method for high-end vacuum-coated aluminum paper labels due to its advantages: rapid curing speed, zero VOC emissions, and no requirement for photoinitiators. Its principle involves irradiating the coating with a 100-300 keV electron beam to initiate free radical polymerization reactions in resin molecular chains, achieving instantaneous curing (curing time ≤0.1 s), as shown in
Figure 5. Coatings cured by this process exhibit high hardness (pencil hardness ≥2H), strong adhesion (cross-hatch adhesion test grade 5B), and excellent resistance to yellowing. This makes it particularly suitable for label products requiring high heat resistance
.
Figure 5. Schematic Diagram of Electron Beam Curing Process.
In recent years, technological advancements in electron beam curing have primarily focused on equipment upgrades and resin formulation optimization. The development of low-energy electron beam curing equipment (100-150 keV) has reduced capital investment and energy consumption while minimizing substrate damage, making it suitable for thin paper substrates. Regarding resin formulations, the development of low-viscosity, highly reactive acrylate oligomers combined with polyol acrylate monomers has increased curing efficiency by 20% and improved coating flexibility (no cracking at a bending radius ≤5 mm). Research indicates the optimal electron beam curing parameters are: electron beam energy 150 keV, dose 5-10 kGy, coating thickness 5-10 μm, yielding the best overall coating performance.
(Ⅱ) UV Curing Process
UV curing
is currently the most widely adopted coating curing technology, accounting for over 50% of the market share. Its core advantages include low equipment costs, simple operation, and rapid curing speed. The principle involves irradiating the coating with UV light at wavelengths of 200-400 nm, triggering the decomposition of photoinitiators to generate free radicals that promote cross-linking and curing of resin molecular chains, as shown in
Figure 6. This process achieves curing speeds of 100-300 m/min, making it suitable for large-scale continuous production. Coating gloss can be adjusted by adding matting agents.
Figure 6. Schematic Diagram of UV Curing Process.
Technological advancements in UV curing primarily focus on photoinitiators and light source technologies. The development of non-migratory photoinitiators addresses food contamination issues caused by migration in traditional photoinitiators, meeting food packaging safety standards. Replacing conventional mercury lamps with LED UV light sources reduces energy consumption by over 60%, extends service life to 10,000 hours, and minimizes mercury pollution. Regarding resin formulations, the development of water-based UV-curable resins further reduces VOC emissions and expands applications in eco-friendly labels. Research indicates optimal UV curing parameters are: LED light source power of 120-150 W/cm, irradiation distance of 5-10 cm, and substrate speed of 150-250 m/min. At these conditions, the coating cures completely with stable performance.
(Ⅲ) Thermal Curing Process
Thermal curing
| [18] | Yuan Y, Chew B, et al. Improving the quality of thermosetting powder coatings: A review of the characterization methods, material properties, process techniques, and modeling approaches [J]. Progress in Organic Coatings, 2024, 192: 108961.
https://doi.org/10.1016/j.porgcoat.2024.108961 |
[18]
is a traditional coating curing technology primarily used for mid-to-low-end label products. It involves crosslinking the coating resin through heating with hot air or infrared radiation at 100-150°C, as shown in
Figure 7. This process offers advantages of simple equipment and low cost. However, it suffers from long curing times (30-60 s), high energy consumption, and significant VOC emissions. Consequently, its market share has gradually been replaced by electron beam curing and UV curing in recent years. To enhance competitiveness, technical improvements in thermal curing focus on developing low-temperature curing resins and optimizing heating methods. Low-temperature curing resins (curing temperature 80-100°C) reduce energy consumption, while replacing hot air heating with infrared heating shortens curing time to 15-20 s.
Figure 7. Schematic Diagram of the Thermosetting Process Flow.
3.4. TechnologyPost-Processing Technologies
Post-processing techniques encompass die-cutting, slitting, printing, anti-counterfeiting treatments, and other steps that directly impact a label's visual quality and functional performance. Die-cutting technology has evolved from traditional flatbed die-cutting to rotary die-cutting, achieving speeds of 300-500 m/min with precision up to ±0.1 mm—ideal for mass-producing complex-shaped labels. Slitting employs laser cutting technology instead of conventional mechanical methods, preventing aluminum layer tearing and edge burrs while achieving ±0.05mm precision.
For printing, flexography, gravure, and offset printing are primary techniques for vacuum-coated aluminum paper labels. Flexography's market share grows annually due to its environmental friendliness and adaptability. To address low ink adhesion caused by the aluminum layer's low surface energy, pre-printing treatments include corona treatment (raising surface energy above 45 mN/m) or applying a printing primer (acrylic resin coating). Concurrently, ink formulations are optimized (using polyurethane-based inks) to ensure ink adhesion ≥95% (tape test). Anti-counterfeiting technologies include holographic embossing, fluorescent coatings, and micro-nano structures. Holographic embossing enhances label security and visual appeal by imprinting holographic patterns onto the aluminum layer, finding widespread application in tobacco and alcoholic beverage labels.
4. Key Technological Breakthroughs and Performance Optimization Research
Vacuum-coated aluminum paper labels have become core materials for high-end packaging due to their metallic texture, barrier protection, and lightweight advantages. Technological breakthroughs focus on four dimensions: interface reinforcement, functional upgrades, environmental compatibility, and anti-counterfeiting performance. Performance optimization centers on adhesion reliability, long-term barrier effectiveness, weather resistance stability, and production efficiency.
4.1. Aluminum Layer Adhesion Enhancement Technology
Insufficient aluminum layer adhesion is a common quality issue in vacuum-coated paper label production, primarily manifesting as peeling or scratching of the aluminum layer, which affects the label's lifespan and appearance. In recent years, technological innovations in substrate modification, coating optimization, and process control have significantly improved aluminum layer adhesion, with some products achieving industry-leading levels.
In substrate modification, plasma surface treatment technology
| [19] | Hong Q, Wang S, et al. Influence of atmospheric pressure plasma modification on surface properties of aluminum alloy substrate and its interfacial adhesion strength with electrodeposited nickel coating [J]. Surface & Coatings Technology, 2023, 475: 130050.
https://doi.org/10.1016/j.surfcoat.2023.130050 |
[19]
introduces polar groups like hydroxyl and carboxyl groups onto the substrate surface. This increases surface roughness from 0.3 μm to 0.5 μm, enhancing the interfacial bonding strength between the aluminum layer and substrate by 30%-50%. For coating optimization, novel primer resins were developed, such as epoxy-modified acrylic resins and silane coupling agent-modified polyurethane resins. The active groups in these resin molecules form chemical bonds with aluminum atoms while physically entangling with substrate fibers, significantly enhancing aluminum layer adhesion. Research indicates that adding 2%-5% silane coupling agent
| [20] | Baştürk S B, Guruşçu A, et al. Interfacial properties of aluminum/glass-fiberreinforced polypropylene sandwich composites [J]. Mechanics of Composite Materials, 2013, 49(3): 293-302.
https://doi.org/10.1007/s11029-013-9349-z |
[20]
increases the 180° peel strength of the aluminum layer from 0.3 N/15 mm to 0.6 N/15 mm.
Regarding process control, optimizing substrate temperature (maintained between 40-60°C) and vacuum level (≤5×10⁻⁴ Pa) during vacuum deposition reduces thermal stress and oxidation reactions between the aluminum layer and substrate, thereby improving interfacial bonding quality. Additionally, a dual-layer primer process (flexible resin base layer + adhesion-promoting resin top layer) effectively mitigates thermal expansion coefficient differences between substrate and aluminum layer, reducing cracking and delamination during bending.
4.2. Barrier Performance Optimization Technology
Barrier performance is a core requirement for vacuum-aluminized paper labels used in food and pharmaceutical packaging. Through technological innovations such as aluminum layer densification, coating lamination, and structural design, barrier properties have been continuously enhanced. For aluminum layer densification, magnetron sputtering replaces traditional vacuum evaporation coating, reducing porosity from 1%-2% to below 0.5% and lowering oxygen transmission rate from 5 cm³/(m²·24h·atm) to 1-2 cm³/(m²·24h·atm). Simultaneously, optimizing target purity (≥99.99%) and sputtering parameters (operating pressure 0.3-0.5 Pa, sputtering power 1500-2000 W) further minimized aluminum layer defects
.
Regarding coating composite technology, a composite structure combining aluminum layers with inorganic coatings (e.g., SiOx, Al₂O₃) was developed. The inorganic coating fills pinholes and defects in the aluminum layer, forming a dual barrier system of “aluminum layer + inorganic coating,” achieving oxygen transmission rates below 0.5 cm³/(m²·24h·atm). Furthermore, the application of water-based polyurethane barrier coatings forms a dense polymer film on the aluminum layer surface, enhancing both barrier performance and corrosion resistance. Structurally, a multilayer design (“substrate + primer + aluminum layer + barrier coating + protective coating”) leverages synergistic interactions between layers to achieve comprehensive barrier protection against oxygen, water vapor, and light.
4.3. Environmental Performance Enhancement Technologies
With increasingly stringent environmental regulations, optimizing the eco-friendliness of vacuum-coated aluminum paper labels has become a key focus of Research and Development (R&D) primarily centered on VOC reduction, resource recovery, and hazardous substance control. For VOC reduction, water-based coatings have replaced solvent-based coatings as the mainstream solution. The adoption of water-based primer and protective coatings has lowered VOC emissions from 100–150 mg/m² to 20–30 mg/m², with some high-end products achieving zero VOC emissions
| [22] | Xia S, Zhao Q, et al. Impact of Water-Based Coating Substitution on VOCs Emission Characteristics for the Surface-Coating Industries and Policy Effectiveness: A Case Study in Jiangsu Province, China [J]. Atmosphere, 2023, 14(4): 662.
https://doi.org/10.3390/atmos14040662 |
[22]
. Concurrently, the implementation of electron beam curing and LED UV curing technologies eliminates VOC volatilization during thermal curing processes.
Resource recovery has been enhanced through the development of recyclable base film technology, enabling the circular reuse of PET base films with recovery rates exceeding 90%, thereby reducing resource consumption. Furthermore, the development of biodegradable substrates (e.g., bamboo pulp paper, straw pulp paper) and biodegradable coatings (e.g., polylactic acid coatings) has achieved biodegradability rates exceeding 80% for labels in natural environments. Regarding hazardous substance control, the use of heavy metals like lead, cadmium, and mercury is strictly limited, with all heavy metal contents below 0.01mg/kg. Simultaneously, the use of harmful substances such as PFAS and phthalates is avoided, ensuring compliance with global environmental standards.
4.4. Enhanced Anti-Counterfeiting Technology
Anti-counterfeiting capability is a critical function of vacuum-coated aluminum paper labels in premium product packaging. Through material innovation, structural design, and process optimization, anti-counterfeiting performance has been significantly strengthened. Material innovation includes developing functional materials like fluorescent aluminum layers and thermochromic aluminum layers. Fluorescent aluminum emits specific wavelengths under UV light, while thermochromic aluminum displays different colors at varying temperatures, enhancing label authentication recognition.
Structural design incorporates holographic micro-nano structures integrated with aluminum layers. Holographic embossing technology creates micron-level grating structures on the aluminum surface, producing dazzling holographic effects that are extremely difficult to replicate, delivering outstanding anti-counterfeiting performance. Additionally, a dual-layer aluminum structure was developed: an inner layer conceals anti-counterfeiting information (e.g., microtext, QR codes), while an outer transparent protective layer reveals this information under specific lighting conditions. Process optimization employs laser engraving to create micro-nano security patterns on the aluminum surface with dimensional accuracy down to 1μm, further enhancing security.
5. Typical Application Scenarios for Vacuum-Coated Aluminum Paper Labels
As an eco-friendly packaging material combining metallic aesthetics with functional properties, vacuum-coated aluminum paper has penetrated multiple sectors—including tobacco, food and beverage, cosmetics, and pharmaceuticals—under national green development policies, emerging as the preferred solution for premium labels. The expansion of its application scenarios stems primarily from the environmental advantage of its ultra-thin aluminum layer (0.02-0.04μm) combined with its comprehensive capabilities in barrier properties, anti-counterfeiting, and print adaptability.
5.1. Food and Beverage Packaging Labels
Food and beverage packaging represents the largest application area for vacuum-coated aluminum paper labels, accounting for approximately 42.7% of usage, as illustrated in
Figure 8. Its advantages lie in combining decorative appeal with functionality: metallic luster enhances shelf appeal, superior barrier properties extend food shelf life, and eco-friendly characteristics align with consumer demand for green packaging. Application scenarios include premium beer labels, juice labels, dairy labels, and snack food labels. For example, Lecta's Metalvac Ice Cream label, specifically designed for ice cream cone packaging, offers excellent moisture barrier properties and recyclability, and has been widely adopted in the European market.
Figure 8. Application of Vacuum-Coated Aluminum Paper Labels in Food and Beverage Packaging.
In food and beverage labeling applications, vacuum-coated aluminum paper labels must comply with stringent food contact safety standards such as the EU EC 10/2011 and the US FDA 21 CFR Part 175
, ensuring no migration of harmful substances. Simultaneously, they must exhibit excellent printability and cold storage resistance (stable performance between -20°C and 40°C). In recent years, with the rapid growth of the pre-packaged food market, vacuum-coated aluminum paper labels have increasingly been used in microwaveable food packaging, requiring high-temperature resistance (≥120°C) and oil resistance.
5.2. Tobacco Packaging Labels
Tobacco packaging remains a traditional stronghold for vacuum-coated aluminum paper labels, accounting for approximately 25% of applications, as illustrated in
Figure 9. Requirements for tobacco packaging labels include premium decorative effects, anti-counterfeiting capabilities, and moisture resistance. Vacuum-coated aluminum paper labels effectively meet the tobacco industry's brand protection needs through technologies such as holographic embossing and fluorescent anti-counterfeiting features. For example, the vacuum-coated transfer paper labels adopted by China Tobacco Hunan Industrial Co., Ltd. combine metallic luster with anti-counterfeiting functionality and have been applied to multiple premium cigarette brands.
Figure 9. Application of Vacuum-Coated Aluminum Paper Labels in Tobacco Packaging.
In tobacco packaging applications, vacuum-coated aluminum paper labels must meet stringent appearance quality standards, such as uniform gloss (tolerance ≤5%), absence of visible pinholes (≤3 per m²), and high print clarity (text resolution ≥300 dpi)
| [24] | Ozcan A, Tutak D. The effect of paper surface-coating pigments and binders on colour gamut and printing parameters [J]. Coloration Technology, 2021, 137(3): 238-249.
https://doi.org/10.1111/cote.12540 |
[24]
. Simultaneously, they must demonstrate excellent machine adaptability to meet the demands of high-speed packaging equipment (speed ≥300 packs/min). In recent years, with the tobacco industry's growing emphasis on eco-friendly packaging, the application rate of recyclable vacuum-coated aluminum paper labels has increased annually.
5.3. Cosmetics and Personal Care Packaging Labels
Cosmetics and personal care packaging demand exceptionally high decorative standards. Vacuum-coated aluminum paper labels, with their metallic texture and premium appearance, have become the preferred material for high-end cosmetic labels, accounting for approximately 18% of the market. Their applications are illustrated in
Figure 10. Application scenarios include perfume labels, lipstick labels, skincare labels, shampoo labels, etc. For instance, premium products from brands like Estée Lauder and Lancôme utilize vacuum-coated aluminum paper labels to elevate product prestige.
For cosmetic labeling applications, vacuum-coated aluminum paper labels must exhibit excellent abrasion resistance (≥50 rubs without aluminum loss), corrosion resistance (resistance to alcohol, fragrances, and other chemicals), and weather resistance (no yellowing after 1000 hours of UV exposure). Simultaneously, they must accommodate customization requirements such as irregular die-cutting, holographic patterns, and hot foil stamping combinations
. In recent years, driven by the growth of natural and organic cosmetics markets, eco-friendly vacuum-coated aluminum paper labels (e.g., biodegradable substrates, zero-VOC coatings) have seen increasing adoption.
Figure 10. Application of Vacuum-Coated Aluminum Paper Labels in Cosmetics and Personal Care Packaging.
5.4. Pharmaceutical Packaging Labels
Pharmaceutical packaging imposes the most stringent functional requirements on labels. Vacuum-coated aluminum paper labels, leveraging their superior barrier properties and safety/environmental attributes, account for approximately 10% of pharmaceutical packaging applications, as illustrated in
Figure 11. Application scenarios include pharmaceutical box labels, medical device labels, and health supplement labels, demanding moisture resistance, oxidation resistance, and UV protection to safeguard drug stability.
Figure 11. Application of Vacuum-Coated Aluminum Paper Labels in Pharmaceutical Packaging.
In pharmaceutical packaging applications, vacuum-coated aluminum paper labels must comply with stringent pharmaceutical packaging standards such as the ISO 15223 and China's YBB standard. This ensures no migration of harmful substances and guarantees clear, durable printed information (≥5 years without fading). Additionally, they must possess robust anti-counterfeiting properties to prevent drug fraud. In recent years, with the intelligent development of the pharmaceutical industry, the integration of vacuum-coated aluminum paper labels with RFID technology has enabled drug traceability and management, expanding application scenarios.
6. Conclusion
Significant technological advancements have been made in vacuum-coated aluminum paper label production in recent years: Vacuum evaporation coating now employs electron beam heating and precise vacuum control; Magnetron sputtering deposition rates and aluminum layer quality have substantially improved through high-power pulsing technology; Electron beam curing and LED UV curing have become mainstream eco-friendly coating curing methods. Breakthroughs in key technologies have effectively addressed traditional challenges such as insufficient aluminum layer adhesion, poor barrier properties, and environmental concerns, laying a solid foundation for industry development. However, facing increasingly stringent environmental regulations and market competition, the vacuum-coated aluminum paper label industry must continue to focus on technological innovation, cost control, and environmental upgrades.
Looking ahead, driven by growing demand for green packaging and widespread adoption of intelligent production technologies, vacuum-coated aluminum paper labels will evolve toward zero VOC emissions, full lifecycle environmental sustainability, multifunctional integration, and smart manufacturing. Concurrently, material innovations will further enhance product performance, expanding market share in more high-end applications. Through collaborative efforts among industry enterprises and research institutions, vacuum-coated aluminum paper label production technologies will achieve continuous breakthroughs, making greater contributions to the sustainable development of the packaging industry.
Abbreviations
DC | Direct Current |
RF | Radio Frequency |
EB | Electron Beam |
UV | Ultraviolet |
EU | European Union |
EC | European Community |
LED | Light Emitting Diode |
OTR | Oxygen Transmission Rate |
FDA | Food and Drug Administration |
CFR | Code of Federal Regulations |
ISO | International Organization for Standardization |
VOCs | Volatile Organic Compounds |
RFID | Radio Frequency Identification |
PFAS | Per- and Polyfluoroalkyl Substances |
WVTR | Water Vapor Transmission Rate |
SiOx | Silicon Oxide |
Al₂O₃ | Aluminum Oxide |
Author Contributions
Lulin Sun: Conceptualization, Supervision, Writing - original draft
Anyang Shi: Data curation, Writing - review & editing
Wenbo Gong: Methodology
Jiaming Han: Formal Analysis
Yutong Lu: Investigation
Yufei Liu: Resources
Jianliang Liu: Visualization
Jialuo Yin: Validation
Huihui Wang: Validation
Shiwei Liu: Funding acquisition
Conflicts of Interest
There is no conflict of interest with other units, businesses, affiliates, and other authors in the work of this study.
References
| [1] |
Mystek K, Jukarainen J, et al. Characterizing direct vacuum metallized paper substrates for improving moisture barrier performance with paper packaging [J]. Food Packaging and Shelf Life, 2025: 101540.
https://doi.org/10.1016/j.fpsl.2025.101540
|
| [2] |
Kuban A, Erdoğan N, et al. Transparent polysiloxane/POSS hybrid coatings on polycarbonate for enhanced abrasion resistance and hydrophobicity [J]. Progress in Organic Coatings, 2025, 197: 109263.
https://doi.org/10.1016/j.porgcoat.2025.109263
|
| [3] |
Struller C F, Kelly P J, et al. Aluminum oxide barrier coatings on polymer films for food packaging applications [J]. Surface & Coatings Technology, 2014, 241: 130-137.
https://doi.org/10.1016/j.surfcoat.2013.08.011
|
| [4] |
Mirmehdi S, Hein P, et al. Cellulose nanofibrils/nanoclay hybrid composite as a paper coating: Effects of spray time, nanoclay content and corona discharge on barrier and mechanical properties of the coated papers [J]. Food Packaging and Shelf Life, 2018, 15: 87-94.
https://doi.org/10.1016/j.fpsl.2017.11.007
|
| [5] |
Zhou Y, Zhou W, et al. Preparation and Innovative Design Applications of Paper-Based Aluminized Film [J]. Coatings, 2023, 13(10): 1751.
https://doi.org/10.3390/coatings13101751
|
| [6] |
Deagen M, Chan E, et al. Corona Treatment for Nanotransfer Molding Adhesion [J]. ACS Applied Polymer Materials, 2019, 1(5): 824-829.
https://doi.org/10.1021/acsapm.9b00028
|
| [7] |
He Y, Li H, et al. Preparation and characterisation of water-based aluminium pigments modified with SiO2 and polymer brushes [J]. Corrosion Science, 2016, 111: 382-390.
https://doi.org/10.1016/j.corsci.2016.06.014
|
| [8] |
Komissarenko F, Mukhin I, et al. Effect of electron beam irradiation on thin metal films on glass surfaces in a submicrometer scale [J]. J. Micro/Nanolithogr. MEMS MOEMS, 2016, 15(1): 013502.
https://doi.org/10.1117/1.jmm.15.1.013502
|
| [9] |
Huang J, Liu Q, et al. Densification and anticorrosion performances of vacuum evaporated aluminium coatings on NdFeB magnets [J]. Journal of Rare Earths, 2021, 39(10): 1267-1274.
https://doi.org/10.1016/j.jre.2020.11.014
|
| [10] |
Liu G, Yu H, et al. Comparison study of microstructure, chemical composition and optical properties between resistive heating and electron beam evaporated LaF3 thin films [J]. Thin Solid Films, 2011, 519(12): 4043-4048.
https://doi.org/10.1016/j.tsf.2011.01.084
|
| [11] |
Rossngel S M. Magnetron sputtering [J]. Journal of Vacuum Science & Technology A, 2021, 39(3): 030801.
https://doi.org/10.1116/6.0000594
|
| [12] |
Ibrahim S, Lahboub F, et al. Influence of helium incorporation on growth process and properties of aluminum thin films deposited by DC magnetron sputtering [J]. Surface & Coatings Technology, 2021, 425: 127808.
https://doi.org/10.1016/j.surfcoat.2021.127808
|
| [13] |
Yuan Y, Yang L, et al. High power impulse magnetron sputtering and its applications [J]. Plasma Sci. Technol., 2018, 20(3): 033001.
https://doi.org/10.1088/2058-6272/aa9e48
|
| [14] |
Tan Z, Guo J, et al. Ablation resistance of HfC-TaC-Hf6Ta2O17 composite coatings prepared by vacuum plasma spraying [J]. Corrosion Science, 2023, 224: 111368.
https://doi.org/10.1016/j.corsci.2023.111368
|
| [15] |
Kumar V, Misra N, et al. Organic/inorganic nanocomposite coating of bisphenol A diglycidyl ether diacrylate containing silica nanoparticles via electron beam curing process [J]. Progress in Organic Coatings, 2013, 76(7-8): 1119-1125.
https://doi.org/10.1016/j.porgcoat.2013.03.010
|
| [16] |
Javadi A, Sobani M, et al. Cure-on-command technology: A review of the current state of the art [J]. Progress in Organic Coatings, 2016, 94: 88-111.
https://doi.org/10.1016/j.porgcoat.2016.02.014
|
| [17] |
Zheng C, Liu G, et al. UV-Curable Antismudge Coatings [J]. ACS Applied Materials & Interfaces, 2017, 9(30): 25623-25630.
https://doi.org/10.1021/acsami.7b05732
|
| [18] |
Yuan Y, Chew B, et al. Improving the quality of thermosetting powder coatings: A review of the characterization methods, material properties, process techniques, and modeling approaches [J]. Progress in Organic Coatings, 2024, 192: 108961.
https://doi.org/10.1016/j.porgcoat.2024.108961
|
| [19] |
Hong Q, Wang S, et al. Influence of atmospheric pressure plasma modification on surface properties of aluminum alloy substrate and its interfacial adhesion strength with electrodeposited nickel coating [J]. Surface & Coatings Technology, 2023, 475: 130050.
https://doi.org/10.1016/j.surfcoat.2023.130050
|
| [20] |
Baştürk S B, Guruşçu A, et al. Interfacial properties of aluminum/glass-fiberreinforced polypropylene sandwich composites [J]. Mechanics of Composite Materials, 2013, 49(3): 293-302.
https://doi.org/10.1007/s11029-013-9349-z
|
| [21] |
Garbacz H, Wieciński P, et al. Studies of aluminium coatings deposited by vacuum evaporation and magnetron sputtering [J]. Journal of Microscopy, 2009, 236(2): 149-153.
https://doi.org/10.1111/j.1365-2818.2009.03297.x
|
| [22] |
Xia S, Zhao Q, et al. Impact of Water-Based Coating Substitution on VOCs Emission Characteristics for the Surface-Coating Industries and Policy Effectiveness: A Case Study in Jiangsu Province, China [J]. Atmosphere, 2023, 14(4): 662.
https://doi.org/10.3390/atmos14040662
|
| [23] |
Gokani N. Food labelling [J]. European Journal of Public Health, 2022, 32(Suppl 3): ckac129.002.
https://doi.org/10.1093/eurpub/ckac129.002
|
| [24] |
Ozcan A, Tutak D. The effect of paper surface-coating pigments and binders on colour gamut and printing parameters [J]. Coloration Technology, 2021, 137(3): 238-249.
https://doi.org/10.1111/cote.12540
|
| [25] |
Dini I. “Edible Beauty”: The Evolution of Environmentally Friendly Cosmetics and Packaging [J]. Antioxidants, 2024, 13(6): 742.
https://doi.org/10.3390/antiox13060742
|
Cite This Article
-
APA Style
Sun, L., Shi, A., Gong, W., Han, J., Lu, Y., et al. (2026). Preparation Process and Anti-Counterfeiting Performance of Vacuum-Coated Aluminum Paper Labels for High-End Packaging. Composite Materials, 10(1), 1-11. https://doi.org/10.11648/j.cm.20261001.11
 Copy
|
Copy
|
 Download
Download
ACS Style
Sun, L.; Shi, A.; Gong, W.; Han, J.; Lu, Y., et al. Preparation Process and Anti-Counterfeiting Performance of Vacuum-Coated Aluminum Paper Labels for High-End Packaging. Compos. Mater. 2026, 10(1), 1-11. doi: 10.11648/j.cm.20261001.11
Copy
|
Download
AMA Style
Sun L, Shi A, Gong W, Han J, Lu Y, et al. Preparation Process and Anti-Counterfeiting Performance of Vacuum-Coated Aluminum Paper Labels for High-End Packaging. Compos Mater. 2026;10(1):1-11. doi: 10.11648/j.cm.20261001.11
Copy
|
Download
-
@article{10.11648/j.cm.20261001.11,
author = {Lulin Sun and Anyang Shi and Wenbo Gong and Jiaming Han and Yutong Lu and Yufei Liu and Jianliang Liu and Jialuo Yin and Huihui Wang and Shiwei Liu and Sai Geng},
title = {Preparation Process and Anti-Counterfeiting Performance of Vacuum-Coated Aluminum Paper Labels for High-End Packaging},
journal = {Composite Materials},
volume = {10},
number = {1},
pages = {1-11},
doi = {10.11648/j.cm.20261001.11},
url = {https://doi.org/10.11648/j.cm.20261001.11},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.cm.20261001.11},
abstract = {Vacuum-coated aluminum paper labels represent an innovative packaging material that integrates decorative appeal, functionality, and environmental sustainability. With their outstanding metallic finish, low resource consumption, and excellent recyclability, they have become the core choice for premium label packaging in industries such as food and beverage, tobacco, cosmetics, and pharmaceuticals. Their application scope and scenarios continue to expand. This paper systematically reviews the material composition and functional layered structure characteristics of vacuum-coated aluminum paper labels. It delves into the technical principles and latest research advancements in core production processes, including substrate pretreatment, vacuum coating, coating curing, and post-processing. Key focus is placed on exploring parameter optimization and process upgrade pathways for critical technologies such as vacuum evaporation coating, magnetron sputtering, and electron beam curing. It also summarizes technological breakthroughs and performance enhancements in areas such as improved aluminum layer adhesion, strengthened barrier properties, optimized environmental attributes, and expanded anti-counterfeiting capabilities. Market data is used to illustrate current application statuses and compatibility requirements across various sectors. Finally, it identifies core industry challenges including environmental compliance, performance upgrades, and cost control. Based on green packaging policies and industrial trends, it outlines the future development direction of vacuum-coated aluminum paper labels toward greener, multifunctional, and intelligent solutions. This provides theoretical references and practical insights for industry technology upgrades and application scenario expansion.},
year = {2026}
}
Copy
|
Download
-
TY - JOUR
T1 - Preparation Process and Anti-Counterfeiting Performance of Vacuum-Coated Aluminum Paper Labels for High-End Packaging
AU - Lulin Sun
AU - Anyang Shi
AU - Wenbo Gong
AU - Jiaming Han
AU - Yutong Lu
AU - Yufei Liu
AU - Jianliang Liu
AU - Jialuo Yin
AU - Huihui Wang
AU - Shiwei Liu
AU - Sai Geng
Y1 - 2026/03/10
PY - 2026
N1 - https://doi.org/10.11648/j.cm.20261001.11
DO - 10.11648/j.cm.20261001.11
T2 - Composite Materials
JF - Composite Materials
JO - Composite Materials
SP - 1
EP - 11
PB - Science Publishing Group
SN - 2994-7103
UR - https://doi.org/10.11648/j.cm.20261001.11
AB - Vacuum-coated aluminum paper labels represent an innovative packaging material that integrates decorative appeal, functionality, and environmental sustainability. With their outstanding metallic finish, low resource consumption, and excellent recyclability, they have become the core choice for premium label packaging in industries such as food and beverage, tobacco, cosmetics, and pharmaceuticals. Their application scope and scenarios continue to expand. This paper systematically reviews the material composition and functional layered structure characteristics of vacuum-coated aluminum paper labels. It delves into the technical principles and latest research advancements in core production processes, including substrate pretreatment, vacuum coating, coating curing, and post-processing. Key focus is placed on exploring parameter optimization and process upgrade pathways for critical technologies such as vacuum evaporation coating, magnetron sputtering, and electron beam curing. It also summarizes technological breakthroughs and performance enhancements in areas such as improved aluminum layer adhesion, strengthened barrier properties, optimized environmental attributes, and expanded anti-counterfeiting capabilities. Market data is used to illustrate current application statuses and compatibility requirements across various sectors. Finally, it identifies core industry challenges including environmental compliance, performance upgrades, and cost control. Based on green packaging policies and industrial trends, it outlines the future development direction of vacuum-coated aluminum paper labels toward greener, multifunctional, and intelligent solutions. This provides theoretical references and practical insights for industry technology upgrades and application scenario expansion.
VL - 10
IS - 1
ER -
Copy
|
Download